Эмали
Эмали (французский émail, итальянский smalto, от верхненемецкого smelzen — плавить), легкоплавкие, большей частью непрозрачные, реже прозрачные, окрашенные или неокрашенные стекла, затвердевшие из расплавленного состояния на поверхности черепка, металла или стекла в виде тонкой пленки или тонкого слоя. По применению эмали представляют собой или защитные (например, технические эмали), или декоративные (художественные) средства. По химическому составу эмали являются стеклами, состоящими из силикатов натрия, калия, кальция, алюминия, свинца и т. д. Кроме того, в состав их входят бораты (борнокислые соли) и фтористые соединения вышеперечисленных металлов; отчасти также несвязанные, только суспендированные окиси олова, сурьмы, циркона и т. д.
Сырые материалы, употребляемые для приготовления эмали: для введения кремнезема (SiО2): кремнезем в чистой форме (кварцевый песок, кристаллический кварц, инфузорная земля, кремень; и богатые кремнеземом природные минералы (полевой шпат, пегматит, каолин, богатые песком глины и т. д.); для введения борного ангидрида (В2О3): бура (борнокислый натрий), борацит (борнокислая магнезия), борокальцит (борнокислые натрий-кальций), борная кислота; для введения калия (K2О): поташ (не вполне чистый углекислый калий), калиевая селитра (азотнокислый калий), полевой шпат (кремнекислое глинозем-кали); для введения натрия (Na2О): бура, сода (углекислый натр), сульфат (сернокислый натрий), поваренная соль (хлористый натрий), криолит (фтористый натрий-алюминий), а также полевой шпат; для введения извести (СаО): мрамор, известняк, мел (разной степени чистоты), гипс (сернокислый кальций); для введения магнезии тальк (кремнекислый магний), магнезит (углекислый магний), доломит (смесь углекислых кальция и магния): для введения бария (ВаО): тяжелый шпат (природный сернокислый барий), витерит (углекислый барий); для введения окиси свинца (РbО): свинцовый глет (окись свинца), свинцовый блеск, сурик (Рb2O4), перекись свинца, кальцина (зола, содержащая окиси олова и свинца); для введения глинозема (Аl2O3): полевой шпат, глины и другие глиноземистые материалы, наконец, криолит. Из этих веществ одни употребляются как флюсующие вещества, т. е. вещества, способствующие плавкости, например, борный ангидрид, бура, сода, поташ, селитра, окись свинца, фтористые соли и т. д.; другие же надо рассматривать как огнестойкие вещества, например, кремнезем, окись алюминия, отчасти полевой шпат, криолит; наконец, некоторые вещества, вводимые в эмали, играют специальную роль, например окись кобальта, перекись марганца, окись хрома, окись железа и т. д. — это окрашивающие окислы; окись олова, сурьмы, лейконин - для сообщения эмали белизны (глухоты, непрозрачности); вместо окиси олова для той же цели употребляют криолит и фтористый кальций; глина при помоле сплавленной массы для эмали вводится для загустевания, т. е. поддержания массы в водном растворе во взвешенном состоянии.
Приготовление эмали вообще. Тонко размолотые материалы тщательно смешиваются и сплавляются или на поду пламенной печи, или в капселях, или в тиглях, смотря по размеру производства (для получения сплава художественной эмали пользуются тиглями). При сплавлении происходит соединение составных частей в сложный силикат с улетучиванием воды (влажности и гидратной), углекислоты, пятиокиси азота (N2О5), кислорода (например, из перекиси марганца), а отчасти и фтора, если употребляются фтористые соединения. Сплав в расплавленном состоянии выливается в воду, где он гранулируется (т. е. распадается на небольшие кусочки или зерна). Гранулированная масса тонко измельчается с 40% воды в шаровых мельницах или на бегунах. Для технической эмали (идущей для эмалирования чугуна или железа) при помоле прибавляют 6—10% глины (пластичной) для удержания массы перемола с водой в взвешенном состоянии. Этому же способствует прибавление некоторых веществ в малых количествах, например соды, буры, горькой соли, нашатыря и т. п. в концентрированных растворах. При помоле прибавляются окрашивающие вещества, или простые, как окись олова, железа, или особо приготовленные. Правильно приготовленная эмаль в водном растворе образует густое тесто (эмульсию).
Процесс эмалирования железных и чугунных изделий в большинстве случаев выполняется так. Соответственно подготовленные предметы погружаются в эмалевое тесто (или смесь), которое при поворотах в ванне равномерно распределяется на них. Иногда эмали можно намазывать кистью, распределять опылением или опрыскиванием. Влага испаряется на воздухе или в теплом месте. После предметы ставятся в шамотный муфель, нагретый до 600—1200°. Здесь отдельные частицы сплавляются между собой и пристают к металлу в виде покровного слоя. Этот процесс расплавления продолжается несколько минут. Он оканчивается, как только покрывающий слой обнаруживает равномерный блеск. Когда этот момент будет достигнут, предмет вынимается из печи и охлаждается.
К техническим эмалям относятся эмали по чугуну, железу, меди и ее сплавам (латуни, томпаку). Это – защитные эмали, для предохранения металла от окисления, ржавления, потускнения под действием атмосферных влияний, от действия жидкостей и т. д. Для эмалирования предметы предварительно подготовляются так, чтобы поверхность их была чистая, не имела пятен жира, масла, ржавчины и т. д. Если дело идет о чугунном или железном предмете (например, посуде), то эмалируемый предмет предварительно прокаливают в закрытых железных ящиках или цилиндрах, затем очищают железной щеткой от нагара и протравляют разбавленной соляной или серной кислотами, удаляют кислоту промывкой водой, сушат и на предмет наносят два состава эмали, из которых первый, наносимый непосредственно на металл, называется основной массой (грунт-эмаль); он не плавится при нагревании до 950—1000°, а только спекается; на этот слой наносят второй состав, называемый покровной массой, или покровной эмали, которая при нагревании плавится и покрывает предмет блестящим слоем. Цель предварительного покрывания чугуна или железа грунт-эмалью заключается в том, что покровная эмаль и железо (чугун) имеют очень различные коэффициенты расширения от тепла и потому без посредствующего слоя грунт-эмали покровная эмаль не могла бы держаться. Грунт-эмаль имеет такой состав, что при нагревании до температуры 950-1000° получается очень тутугоплавкое вещество, которое при закреплении его огнем на предмете не плавится, а только спекается и потому сохраняет пористость. Вследствие этого, приставая к железу (чугуну) и к покровной эмали, грунт-масса в то же время сохраняет некоторую возможность сжиматься и расширяться без разрушения, т. е., обладает эластичностью. Трудноплавкость грунт-эмалиI достигается прибавкой к ней глины при помоле. На чугун иногда грунт-массу наносят без предварительного сплавления ее, иногда же сперва ее сплавляют (фриттуют) и потом, измельчив и смешав с глиной, наносят на чугунное изделие. По нанесении на чугун часто закрепляют ее огнем до покрытия покровной эмали, но иногда, по нанесении, ее не вжигают, а, покрыв слоем покровной эмали, закрепляют сразу и то и другое огнем. Тот способ считается лучшим, когда и грунт-массу, и покровную эмаль наносят на предмет отдельно, и каждую из них раздельно закрепляют на огне.
Химический состав грунт- и покровной эмали очень различен. Так, по Fröhlich’у, для железной жести толщиной от 6,4 до 0,8 мм процент флюсов в грунт-массах лежит в пределах 33—35% и в покровных массах 38—40%. Если принять добавки при помоле в виде глины и олова, то эти цифры тогда снизятся до 31—33% и 33-36%.
Пределы колебаний составов различных эмалей при определенном количестве флюсов.
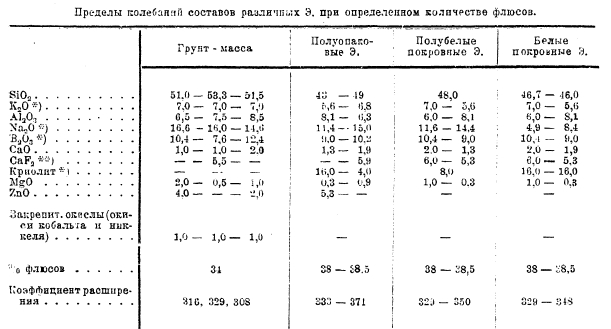
Примечание к таблице: составные части, отмеченные одной звездочкой, — флюсы полностью, а отмеченные двумя звездочками — флюсы частично.
К грунт-массам прибавляется всегда некоторое количество окисей кобальта-никеля. Цель прибавки: 1) окись кобальта-никеля дает превосходное средство обжиговому мастеру для отметки конца обжига, именно: обжигают до того момента, когда исчезает голубой или бурый цвет эмали; 2) при содержании этих окислов эмали лучше пристает к железу или чугуну,
Вот пример одной эмали, которая наносится на раскаленную чугунную вещь, например ванну, в распыленном виде.
1) Грунт ванный: песка 39,2 весовых частей (в. ч.), буры 28,5 в. ч. и полевого шпата 32,3. Сплавить; сплав измельчить в порошок сухим путем.
2) Покровная ванная эмаль: полевого шпата 14,40 в. ч., буры 42,4 в. ч., плавикового шпата 6,06 в. ч., соды 2,2 в. ч., натриевой селитры 6,06 в. ч., песка 21,2 в. ч., металлической сурьмы 3,03, криолита 4,54 в. ч. Все сплавить и перемолоть сухим путем.
Примеры грунт- и покровной эмали по железному жестяному товару. Грунт эмали 44,5 в. ч. полевого шпата, 114,6 — буры, 18,2 — плавикового шпата, 125,92 — кремнезема, 54,33 — каолина, 53,00 — соды, 1,08 — окиси кобальта, 1,66 —окиси марганца. Сплавить и измельчить в порошок.
Покровная эмаль: полевого шпата —10,55 в. ч, каолина — 14,00, кварца — 35,19, криолита — 19,24, буры — 25,45, соды — 5,89. Сплавить и измельчить в порошок.
Для окрашивания эмали употребляются следующие вещества: для белого цвета - окиси олова, сурьмы, циркония, церия, фосфорная кислота, мышьяковая кислота, фтористые соединения и глинозем; для желтого цвета: окись титана, сернистый кадмий, окись урана, свинцовый хромат и др.; для коричневого цвета: окись железа и никеля; для зеленого: окись меди и хрома; для красного: селенистая кислота, окись висмута, окись золота; для синего: окись кобальта; для фиолетового: окись марганца и смесь голубых и красных красок; для черного: смесь кобальтовой, марганцовой, хромовой, медной, никелевой окисей с большим количеством окиси железа в соответственной комбинации.
Белая эмаль по меди и ее сплавам (томпак, нейзильбер и т. д.), серебру и золоту имеет особое значение для эмалирования циферблатов. Лучшие эмали такого состава: кварца 32,8—38,8 в. ч.; полевого шпата 1,3—1,3; свинцовых белил 62,0—64,2; калиевой селитры 3,2—3,2; соды 1,9—1,9; мышьяка (As2О3) 5,2—5,2; поташа 2,3—2,3; натриевой селитры 2,7—2,7. Вообще для циферблатов требуется эмалевая фритта низкоплавящаяся, содержащая значительное количество свинца и бедная кремнекислотой.
Художественные эмали (для меди, ее сплавов, золота и серебра). Так как эти металлы не содержат углерода, то для них не требуется грунт-эмаль. Покровная эмаль непосредственно наплавляется на очищенную металлическую поверхность. Рецептура художественных эмалей практически держится в капиталистических странах как торговый секрет. Вот два состава для получения пригодных бесцветных прозрачных эмалей (по Миниеману): 1) селитры (калиевой) — 10 в. ч., свинцовых белил — 12,9 в.ч. и кварца — 8,0, 2) селитры 10 в. ч., свинцовых белил — 12,9 в. ч. и кварца — 12,0 в. ч. Первая масса отвечает эмали состава:
Первый флюс выдерживает сравнение с более мягкими продажными флюсами, второй же оказался более твердым благодаря более высокому содержанию кремнезема.
Эти флюсы должны выдерживать следующие испытания: 1) прочность, с какой держится эмаль на пластинке; для этого проба в раскаленном докрасна состоянии бросается в холодную воду, и эмалевидная поверхность исследуется под лупой на присутствие трещин; эта же проба должна служить на прочность приставания эмали к медной пластинке; 2) сопротивляемость относительно влияния воздуха определяется остлавлением пробы на 24 часа под действием паров соляной кислоты под стеклянным колпаком; при этом пробы не должны разъедаться или становиться матовыми. Вышеупомянутые два флюса Миннемана вполне удовлетворяют предъявленным к ним требованиям. Для введения во флюс красителя при получении цветной эмали надо вводить окрашивающий окисел только в эквивалентном количестве оснований. Для получения опаковой эмали надо прибавлять незначительное количество окиси олова.
Литература: Fröhlich, «Praktische Emailwissenschaft» (1924): Stuckert, «Die Emailfabrieation» (Berl., 1929, есть русский перевод); Орлов, Е. И., «Глазури, керамические краски и массы» (2-ое изд., 1931); Локшин, В. Я., «Производство эмалированных изделий» (1932).
Е. Орлов
Эмаль художественная. Этим термином обозначается: 1) стеклянная цветная полива, наносимая в расплавленном виде на металлическую поверхность с целью украшения предмета, и 2) само художественное произведение, исполненное при помощи этого сплава. В соответствии с основным различием в технике производства эмали распадаются на два типа — на эмали инкрустированные (incrustés) и на эмали расписные (points). Инкрустированные эмали делятся по свойству сплава — на прозрачные и непрозрачные, по способу изготовления металлической основы — на выемчатые (champlevés) и перегородчатые (cloisonnés, Zellenemail). В выемчатых эмалях в металлической основе (медной, бронзовой, золотой пластинке) делаются углубления, которые заливаются расплавленным составом. В перегородчатой эмали к пластинке припаиваются ребром тонкие ленточки. Они образуют контуры кружков, узоров, цветов, птиц, зверей, лица и фигуры человека. Пространство между перегородочками заполняется эмалевым составом. К эмали клуазонне примыкает филигранная эмаль; разница между ними только в том, что в клуазонне и металлическая пластинка, и клетки заполняются (покрываются) эмалью хотя бы различных цветов; в филигранной же эмали заполняются только клетки, образуемые проволокой, а самая пластинка остается свободной. Расписные эмали изготовляются при помощи особых огнеупорных красок с неоднократным обжигом. Работа эмальера очень сложна, тонка и кропотлива. Она требует большой изощренности глаза, исключительной тренировки руки, особой тщательности. Все это приобретается только очень долгим опытом.
Эмалевое производство художественных вещей насчитывает свыше трех с половиной тысяч лет своего существования. Древний Египет знал изготовление выемчатых эмалей, как показывает золотое ожерелье царицы Ахотпу (матери фараона XVIII династии Агмоса I), в котором выемки в золотых головах копчиков заполнены голубой бирюзового оттенка эмалью. В более позднее время эмалевое производство в Египте было развито широко, и через посредство финикиян эмалевые изделия и производство проникли в Азию не только по берегам Средиземного моря, но и глубже — до Персии и в Европу (Грецию и Италию). Греческая уточка из гробницы Таманского полуострова и голубки Артюховского кургана также свидетельствуют о высоком состоянии эмалей. Наиболее употребительна была у древних эмаль белая, встречаются голубая, бирюзовая и изумрудная. В IV в. н. э. производство эмалей оказывается разнесенным по средней и южной Европе, по Галлии, по Рейну и Дунаю. Здесь появились так называемые варварские эмали, которые изготовлялись на бронзе и служили главным образом для украшения предметов убора. Один из лучших образцов этой эмали — узда, найденная в Калужской губернии в мосальском уезде, в 1888 г., с резьбой и эмалью красного и синего цвета в выемчатых лоточках. В начале средних веков в Персии, которая в это время была очагом восточного искусства, стали изготовлять прозрачную перегородчатую эмаль. Из Персии эмаль перешла в Индию, Китай и Японию и на запад — в Византию, которая в VII и VIII вв. развила это производство и в IX и Х вв. подняла его на такую высоту, что у нее не было в этой области соперников. Эмаль в Византии получила широкое распространение, применялась для украшения корон, жезлов, посохов, икон, крестов, церковной утвари, оплечий, уборов, столовой утвари и лошадиной сбруи. Императорская казна и ризницы столичных церквей изобиловали эмалевыми изделиями. Они были у ювелиров и менял. Эмалевое производство не было исключительно дворцовым. Им владели многочисленные ремесленники-мастера, они освоили все виды перегородчатой эмали, развернули чрезвычайное разнообразие цветов и достигли необычайной гармонии красок и особой чистоты тонов. Произведения византийских эмальеров высокого качества мы находим в верхнем ряду передней стороны иконы за главным алтарем собора Марка в Венеции, которая была заказана в 976 г. в Константинополе дожем Пьетро Орсеоло I, в золотом ларце собора в Лимбурге на Лане и в ряде круглых медальонов святых из собрания А. Звенигородского. Из Византии этот вид разошелся по Европе, в Россию и на Запад. Другим центром эмалевого производств в Европе с XII в. делается южная Франция, в ней — Лимож, изготовляющий преимущественно на меди выемчатую и перегородчатую эмаль. Лимож снабжал своими изделиями всю Европу, сначала церковную, а потом светскую знать. Особенностью поздних лиможских эмалей было то, что фигуры оставались не эмалированными, а покрывались эмали только фоны. Этот стиль XIV в. ярко показан в мощехранительнице аббатства Марциала в Лиможе 1860 г. С XV в. эмаль в Лиможе пошла по новому пути. Вместо того, чтобы заливать цветным составом углубление, лиможские эмальеры, заполнив лоток эмалевым грунтом, наносили с помощью кисти краски и рисовали в серых тонах с золотой штриховкой портреты и целые картины. Эта техника расписных эмалей развилась в XVI в. Полное овладение мастерством принадлежит Леонарду Пенико (ок. 1505 — ок. 1577), прославившемуся особенно портретами, лучшие из которых в музее Клюни и в Лувре. Наиболее видные мастера-лиможцы: Жан Пенико, Пьер Реймон, Пьер Куртейс. Изобретение ювелиром Ж. Тутеном (1613-1640) огнеупорных красок привело к замене сложной техники более простой, к широкому использованию этих красок для украшения медальонов, табакерок, крышек от часов. Из Западной Европы эта расписная эмаль в первой половине XVIII в. перешла в Россию и привилась в Ростове Ярославском (см. ниже). Но наибольшего успеха достигла в последней четверти XVII и в течение всего XVIII в. перегородчатая эмаль в Китае, перешедшая туда из Персии и Индии и нашедшая применение в орнаментации бронзовых изделий. В это время Китай занял первое место по художественности и технической утонченности эмали. Значительно в это время развернулось распространение китайской эмали и за пределами Китая. Но в XIX в. китайское эмалевое производство стало клониться к упадку. Такой же упадок в эмальерном деле в XIX в. замечается и в Европе. В начале XX в. грабительский вывоз из Китая значительного количества старых китайских изделий в Европу дал толчок к оживлению интереса к эмалям. Во Франции и Англии в ответ на спрос стали изготовлять на фабриках напоминающие китайские эмали подставки под лампы и вазы. Создалась особая отрасль промышленности. Появление в Европе спроса заставило Китай возродить забытую отрасль искусства. В XX в. сделаны были попытки возрождения эмалевого производства во Франции, в Австрии и России. Наряду с этим явились попытки подменить рукодельное мастерство эмальера машинным изготовлением. Ни то, ни другое пока не поднялось до художественной высоты.
Литература: Labarte, I., «Recherches sur la peinture en émail dans l’antiquité et au moyen âge» (1850); его же, «Histoire des arts industrials» (т. III, 2-е изд., 1875); Brocher, «Geschichte der technischen Künste» (Bd. I, 1875); Molinier, Е., «Dictionnaire des émailleurs» (1884); его же, «L’Emaillerie» (1890); Lushmer, F., «Das Email» (1892); Кондакос, Н., «История и памятники византийской эмали» (1892); Mayer, А., «L’art de l’е'mail de Limoges, anciеn et modern» (1896); Brinkley, F., «Japan and China», (v. VII, 1904); Bushell, S. W., «Chinese Art» (v. II, 1919); Marquet de Vasselot, I., «Les émaux limousins de la fin du XV eiècle et de la première partie du XVI siècle» (1921).
История русской эмали. На Руси название эмали не употреблялось до XVIII в. Оно заменялось названием финифть (изменение греческого химевтон, которое было переиначено первоначально в химипет, а затем в финипт и финифть). Оно перешло на Русь из Византии одновременно с переходом производства, когда русские князья завязали прочные отношения с византийским двором и придворными кругами, которые для украшения различных предметов широко использовали стоящее на высокой ступени в это время искусство византийских эмальеров. Русские князья перенесли такое употребление эмали в свои резиденции. Летопись XII в. свидетельствует, что великий князь Андрей Боголюбский в Боголюбове, князь Владимир Василькович в Чернигове и Любомле украшали церкви «златом и финиптом». Свидетельство летописи дополняют клады, отысканные под Рязанью в 1822 г., под Владимиром в 1868 г. под Киевом в 1824, 1876 и 1884 гг. Предметы этих кладов указывают, что эмаль применялась князьями и для украшения княжеских уборов, как мужских, так и женских. В кладах были найдены украшенные эмалью бляхи для одежд, ожерелья, диадемы, серьги. Анализ этих предметов приводит к заключению, что в Киевском. Рязанском и Владимирском княжествах в XI-XIII вв. были свои финифтяники. Они изготовляли украшения из перегородчатой прозрачной эмали как для церковных, так и для церемониальных служебных целей. Цаты (подвески) и образки из рязанского клада 1822 г. и женская диадема из киевского клада 1889 г. показывают ту высоту техники, до которой эмаль поднималась у русских мастеров. В них видны умелое сочетание ярких красных, синих или зеленых цветов, желтых и голубых, прочность эмалевой массы, твердость рисунка и хорошая шлифовка. Надпись русскими буквами на диадеме доказывает, что эта работа вышла из рук хорошего русского эмальера. Этого типа перегородчатая эмаль существовала у нас до конца XV в. С усилением сношений и связей с Западной Европой московский великокняжеский, а затем царский двор начал вызывать для финифтяного своего дела выезжих мастеров с Запада, и с ними появилась выемчатая эмаль. Расцвет финифти при царском дворе относится к XVII в. В Москве жили не только выезжие немецкие, но и греческие мастера серебряного и золотого дела. Финифтяное дело в это время не было обособленным видом мастерства. Оно неразрывно связывалось с делом металлическим спайщиков, чеканщиков и басменников. Искусство этих мастеров предназначалось по преимуществу для возвеличения царского сана созданием исключительного благолепия. Финифтью искусною и дорогою украшали государственный жезл, государеву державу, диадему «против образка греческого императора Константина», царскую шапку, седло, саадак (чехол на лук), саблю, братины, золотые тарелки, пуговицы. Из немецких мастеров лучшими были: Мартин Ердингер, Кондратий Фрик, Яков Гаст. Они выполняли ряд изделий с высокой техникой, с свободным рисунком, с выпуклыми рельефными изображениями, фигурами. Из греческих мастеров выдавались: Константин Мануйлов, Филипп Павлов, Леонтий Константинов и Иван Юрьев, давшие ряд работ прозрачной эмали с затейливым рисунком, с травами, тюльпанами, розами, с красивым сочетанием финифти зеленой, синей и светло-коричневой. От заезжих мастеров осваивали технику русские мастера. Но даже лучшие из них, ученики немцев Василий и Федор Ивановы, ученики греческих мастеров Ларион Афанасьев, Лука Мьмрин, Филат Фомин и Семен Федоров, брали только самые простые приемы. Они укрепляли эмали скаными разводами, налагали эмали довольно тонко; на большей части их изделий, особенно на иконных окладах, эта финифть не отличается особой чистотой и блеском. В свой заимствованный от старых византийцев способ налагать финифть по сканому разводу русские мастера XVII в. внесли немецкий прием украшать финифть крапинами из финифти другого цвета, на белую ставить точки черного цвета, на бирюзовую — желтого. У немцев же они усвоили живописную финифть и стали расписывать цветами, травами и разными изображениями чашки, чарки, расцвечивать посредством металлических красок мелкие финифтяные изделия цветами и листьями. В XVII в. в качестве живописца, работавшего на финифти, был известен Степан Пятницкий. В большом количестве изготовлялись русскими мастерами и медные изделия-кресты, иконки с выемчатой финифтью белого, синего и зеленого цвета. Некоторые изделия-коробочки и чернильницы — свидетельствуют о значительных успехах в этом роде финифти. Центром финифтяного производства в Москве была серебряная, золотая и алмазная палаты при царском дворце. Здесь иногда собиралось до 40 мастеров. Здесь для производства были устроены отдельные избы с горнами. Кроме того, были дворы серебряников с особыми горнами в Кадашевской, Гончарной, Барашевской и других слободах Москвы. Были также мастера и вне Москвы — в Витебске, Полоцке, Смоленске, Ярославле, Нижнем Новгороде, Казани, Астрахани, Сольвычегодске. Из этих городов Москва иногда вызывала к себе мастеров для окладов икон и других поделок. Самым видным местом развития финифтяного производства вне Москвы в XVII в. был Сольвычегодск — центр большого хозяйства торгового и промышленного дома гостей Строгановых. У Строгановых работали мастера из Западной Европы и Украины. В Сольвычегодске сложилось особое производство, известное под названием «усольское дело». До нас дошли главным образом от последней четверти XVII в. серебряные ножи и вилки с череньями, наведенными финифтью, чарки, чашки, коробочки для румян, ларцы для туалетной мелочи, пуговицы, почти сплошь залитые росписью с тонким рисунком, с яркими красками, с изображениями тюльпанов, аллегорий в роде «пяти чувств», «четырех времен года», «истории Ноя», с лицами мужчин и женщин. В сюжетах и манере рисунка видно в них родство с западной и юго-западной графикой. Эта финифть усольского дела показывает высокую технику. Она отличается своеобразным подбором красок и их сочетанием. На белоснежном поле даны ярко-синие, голубые, нежно-желтые и зеленые тона, путем соответствующей разбелки доходящие до тончайших нюансов.
В XVIII в. финифтяное производство отделилось от металлического мастерства и стало самостоятельною отраслью искусства. Москва не проявила себя ничем в области финифти. Сольвычегодск держался заведенного Строгановыми производства и изготовлял финифть на золоте и меди. Он вырабатывал белую эмаль с штампованными серебряными накладками. Часто вместо накладок делался по белому фону расписной орнамент желто золотистого и зеленых тонов. До конца XVIII в. в Сольвычегодске продолжалось финифтяное производство. Вещи, выпускаемые сольвычегодскими мастерами, по свидетельству летописца ХVІІІ в., ценились «не только гражданами, дворянами и чиновниками, но и знатными персонами». Соперником Сольвычегодску в ХVIII в. стал Великий Устюг. Во второй половине ХVІІІ в. устюжская канцелярия требовала, чтобы в ее ведение были переданы находящиеся в Сольвычегодске финифтяные и серебряные мастера «для защищения, содержания, размножения и приведения того художества в лучшее совершенство». В Великом Устюге в ХVІІІ в. возникла фабрика Афанасия Попова, которая выпускала в значительном количестве предметы домашнего обихода для высших слоев общества: тарелки, соусники, блюда, бокалы, чайники, сахарницы, солонки. На этой фабрике приготовлялись также табакерки и туалетные коробки. Эти предметы покрывали то белой эмалью, то в одноцветную белую или синюю эмаль вделывались серебряные и золотые украшения, по фону пускали серебряные разводы из стеблей с листьями, плодами, птицами и вазами, вставляли изображения Орфея, гербов, французские, итальянские, немецкие сценки. Наряду с этими городами получил некоторое значение в финифтяном производстве Ростов Ярославский. Туда в царствование Анны Ивановны приехал итальянский мастер. Он нашел в Ростове в это время мастеров, умевших писать по финифти так, как это практиковалось в XVII в. Он дал новое направление и усовершенствовал приемы. На этой основе иконное расписное финифтяное производство достигло в Ростове значительного развития. Своими работами в ХVІІІ в. был известен мастер Буров. Ведущую роль, какую играла Москва в ХVII в. в финифтяном деле, получил в ХVІІІ в. Петербург. В новой столице при дворе развился новый особый вид финифтяной живописи — портретный (см. миниатюра, XXIX, 561). К концу первой четверти XIX в. интерес к финифти в этих кругах ослабел, усилился спрос на миниатюру. Финифтяное производство в Петербурге почти перестало существовать. Наоборот, в Ростове в 30—40 годах XIX в. иконописное финифтяное производство поднялось. При поддержке Спасо-Яковлевского монастыря, связанного в это время с аристократическими кругами, заказы, шедшие через него, произвели значительное оживление финифтяного иконописного производства в Ростове. Хорошо оплачиваемые мастера изготовляли на хорошей финифти пунктирной манерой образки высокой тонкости, достигая необычайной отчетливости рисунка и тщательности письма. Среди ростовских мастеров-финифтяников особенно славился своей работой Метелкин. Произведения этих мастеров имели значительный спрос со стороны многочисленных богомольцев, посещавших монастырь. По заказам образки отправлялись большими партиями в разные концы России. Но во второй половине XIX в. монастыри перестали привлекать знатных и богатых богомольцев. Казначеи монастырей, рассчитывая на мелкое купечество, мещанство и крестьянство, делали большие заказы на самые дешевые сорта предпринимателям, у которых в светелках работало по 20—30 человек финифтяников. Хозяйчики передавали заказы по частям мастерам-кустарям, снижая оплату труда до последней степени. Мастерам приходилось писать в день по 600—800 образков, чтобы заработать себе пропитание. В таких условиях падало искусство финифти. Только очень редкие исключения вроде свободного художника Н. Л. Сальникова и фирмы Шапошникова, существовавшей с 1813 г., в 80-х годах XIX в. могли изготовлять более значительные портреты и иконы на финифти. В самом конце XIX в. конкурентом ростовской финифти выступило фабричное изготовление чрезвычайно дешевых образков на жести, начатое московскими фабриками. В 1909 г. работало по финифти в Ростове 54 человека, и оборот был около 50 000 руб.
Во второй половине XIX в. Москва снова приобрела первенствующее положение в финифтяном производстве. Развитие крупной торговли и промышленности, значительное накопление средств в руках крупной и средней буржуазии, националистические тенденции реставраторского порядка в верхах дворянства в связи с широко практиковавшимися в это время подношениями по всяким случаям серебряных и золотых вещей (братин, блюд, чернильниц, икон, ларцов, альбомов, сервизов, солонок) повело к возрождению финифтяного производства. Удовлетворяя широкий спрос, фабрики серебряных и золотых дел Овчинникова, Хлебникова, Немирова-Колодкина, Лорье организовали мастерские эмальеров, которые изготовляли в значительном количестве предметы с прозрачной и непрозрачной, перегородчатой и выемчатой, гладкой и расписной эмалью. В распоряжении этих фабрик были художники, компоновавшие рисунки для эмали на основе изучения старых образцов, главным образом ХVII в. В области живописной эмали приобрел известность Ф. И. Рюккерт своими портретами и видами. Были и хозяйчики, которые делали кустарям заказы и скупали у них финифть их производства. Эти русские финифтяные изделия привлекали внимание иностранцев, охотно их покупавших. Так было и в XX в. Революция положила конец этому реставраторскому движению и дала новые формы организации производства эмали. Вместо прежних фабрик и хозяйчиков явились новые предприятия, организованные на новых началах. Основными такими предприятиями в области эмальерного дела являются ленинградская артель «Эмальер», и эмальерно-филигранная мастерская «Всеко-художника» в Москве. Перед ними стоит задача не повторения старого, а разработки нового в связи с новыми запросами.
О русской эмали: Забелин, И., «Историческое обозрение финифтяного и ценинного дела в России» (1853); Титов, А., «Очерк живописи на финифти в Ростове» (1861, и в Трудах по исследованию кустарных промыслов в России, в. VI, 1880); его же, «Финифтяники в г. Ростове» (1901); Гаршин, М., «Очерк истории русской живописи на финифти», (Вестник изящных искусств, 1886, в. I); Кондаков, Н., «Русские клады» (т. 1, 1896); Врангель, Н., «Очерки по истории миниатюры в России» (Старые годы, 1909, №10); Троицкий, В., «Эмалевые изделия ХVIII в.» (Золотое руно, 1909, № 10); Соколов, А., Финифтяный промысел в г. Ростове» (Кустарная промышленность России, т. I, 1913); Померанцев, Н., «Финифть усольского дела» (Сборник Оружейной палаты, 1925).
Н. Тарасов.
| Номер тома | 53 |
| Номер (-а) страницы | 531 |