Лесопильные машины
Лесопильные машины
Лесопилки и лесопильные заводы.
Распилка леса производится весной, рубка же – зимой, с ноября и до конца марта. Лес рубится зимой, во-первых, потому, что рубка и вывозка леса по санному пути зимой обходится дешевле, а во-вторых, дерево, срубленное зимой, успеет в сухой зимней атмосфере к весне, т. е. ко времени распилки, достаточно просохнуть. Срубленное дерево очищают от сучьев и оставляют лежать до весны в коре, которая и снимается перед распилкой. Если лес назначается к распилке поздно летом, или имеют ввиду сплавлять его, то кору снимают с наступлением весны; иначе под корой появится червь.
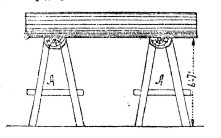
Фиг. 1.
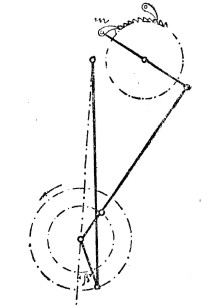
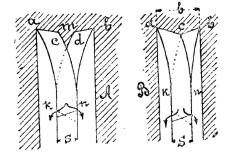
Ручная распилка зимой допускается редко, только в исключительных случаях: мерзлая кора трудно отделяется, а дерево трудно пилится. На лесопильных заводах распилка идет лето и зиму в теплых помещениях. Ручная распилка производится следующим образом: с дерева снимается кора, и намечаются с помощью намеленного шнура линии распила; затем дерево помещают на козлах вышиной от 2 ½ до 3 аршинов, где оно и закрепляется клиньями (фиг. 1). Когда распилка производится в большом количестве, или когда распиливаемые деревья особенно тяжелы, то предпочитают вместо козел вырывать ров, глубиной от 2 ½ до 3 аршин (фиг. 2).
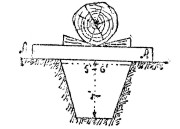
Фиг. 2
Поперек такого рва кладутся два бруса, на которых помещают предназначенное к распилке дерево и укрепляют его также клиньями. Распилка производится двумя рабочими, из которых один стоит внизу, другой наверху. Пила, употребляемая при продольной распилке, имеет зубья, режущие только при нисходящем движении, так что сопротивление дерева распилу приходится преодолевать главным образом нижнему рабочему; рабочий же, стоящий наверху, только подымает пилу и направляет ее по линии распила, давление его на пилу при нисходящем движении парализуется гибкостью пилы. Для правильного действия пилы необходимо, чтобы линия, соединяющая вершины зубьев, была наклонна к направлению движения пилы, тогда все зубья пилы будут находиться в действии. На основании этого соображения пилы, действующие при нисходящем движении, делаются шире сверху (фиг. 3). По той же причине двуручные пилы, употребляемые при поперечной распилке, делаются шире в средине (фиг. 4). Зубья такой пилы могут резать и в ту и в другую сторону и представляют равносторонние треугольники.
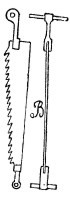
Фиг. 3.
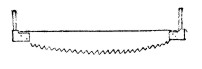
Фиг. 4.
Лесопильные машины. Ручная распилка есть самый примитивный способ обработки дерева. Взамен ручной работы с давних пор введены были лесопильные машины, упрощающие и ускоряющие работу. Первое появление машины, относящейся к распилке дерева, мы, по некоторым указаниям, видим в XIV столетии. В настоящее время мы встречаем самые разнообразные типы лесопильных машин. Все они однако к принципу их действия могут быть отнесены к следующим 3 категориям: 1) лесопилки с прямыми пилами; 2) лесопилки с круглой пилой; 3) лесопилки с бесконечной ленточной пилой.
Лесопилки с прямыми пилами разделяются на лесопилки с вертикальными пилами — вертикальные лесопилки — и на лесопилки с горизонтальными пилами — горизонтальные лесопилки.
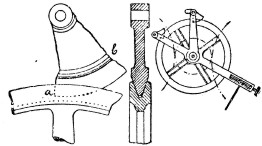
1. Вертикальные лесопилки вообще строятся металлическими, и хотя есть вертикальные лесопилки, называемые деревянными, но в них все-таки, за исключением стоек и шатуна, все остальные части делаются металлическими. На фиг. 5—6 представлена лесопилка Worssam’а; первая из них была построена им в 1859 году. Здесь кряж помещается на двух тележках gg (фиг. 6), движущихся по рельсам; питание же его достигается особыми валиками (питательными) а и a’. Рама с пилами приводится в движение шатуном от коленчатого вала. Иногда раму приводят в поступательное движение двумя шатунами; тогда их соединяют не с срединой нижнего бруса рамы, а с срединой боковых ее брусьев. При различных диаметрах распиливаемых кряжей, расстояния между валиками a и b, а' и b' должны быть изменяемы, что достигается перемещением валиков b и b' в вертикальном направлении посредством маховичков с и с'. Питание кряжа периодическое, — именно, кряж передвигается питательными валиками при восходящем движении рамы. Питание достигается храповым колесом, насаженным на оси H, и собачкой, находящейся на конце рычага R, получающего колебательное движение от эксцентрика, сидящего на коленчатом валу; на оси храпового колеса насажено зубчатое колесо, передающее движение двум шестерням H' и H'', насаженным на оси питательных валиков; благодаря этому вращаются и самые валики, оба в одну сторону. Станина лесопилки обыкновенно чугунная и устанавливается на каменном фундаменте. Проследим процесс распиливания кряжа. Прежде всего кряж кладут серединой на тележку В, концом на валик а', опускают нажим b' и пускают машину в ход, накинув собачку на храповик. Когда кряж распилится аршина на 2, то подводят другую тележку A под кряж и опускают нажим b. В это время кряж будет лежать на обеих тележках и обоих питательных валиках. Когда тележка В подойдет к лесопильной раме, то тиски отвертывают и тележку откатывают для укрепления следующего кряжа. Устройство тисок, прикрепляющих кряж к тележкам, допускает перемещение кряжа в вертикальной плоскости; таким образом, кряж всегда может поместиться на питательных валиках; тиски эти препятствуют перемещению кряжа лишь в горизонтальном направлении. Питательные валики делаются из стали или чугуна. Лучшими считаются валики из литой стали; они делаются бороздчатыми по направлению оси и имеют посредине еще два ребра, служащие для врезывания в кряж и направления его в горизонтальной плоскости. Диаметр средины таких валиков больше, чем краев (фиг. 7).
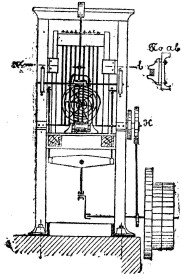
Фиг. 5.
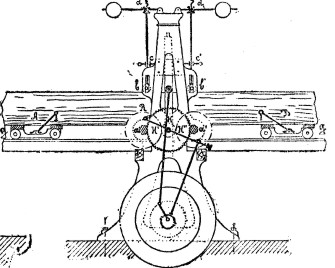
Фиг. 6.
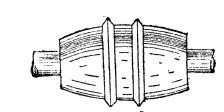
Фиг. 7.
а) Способы питания дерева. Этих способов существует три: 1) периодическое питание, совпадающее с нисходящим движением рамы; 2) периодическое питание, совпадающее с нисходящим движением рамы, т. е. в период резания; 3) непрерывное питание.
По первому способу питания, дерево в период резания остается неподвижно; движение пил вертикально; следовательно, для того, чтобы в резании участвовали все зубья пилы, а не только один нижний, необходимо, чтобы линия зубьев с направлением движения пилы составляла некоторый угол φ (фиг. 8), который находится в известном отношении с ходом пилы h и величиной питания δ. Пусть ab будет линия зубьев при верхнем положении пилы, а а'b' — при нижнем; тогда а'b' будет представлять глубину прореза, соответствующую одному ходу пилы, причем а'b=h.tgφ где h есть ход пилы = аа'.
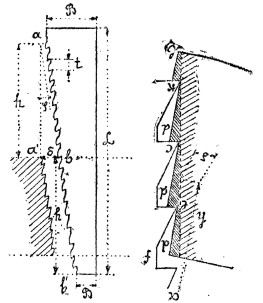
Фиг. 8, 9.
Когда пила поднимется вверх, то для того, чтобы резание началось снова, дерево необходимо подвинуть вправо на величину сделанного прореза а'b; следовательно, а'b есть вместе с тем и величина питания соответствующая одному ходу рамы; поэтому b= h.tgφ, откуда:
tgφ = δ/h
что и выражает зависимость φ от δ и h. Если нижнюю ширину пилы обозначим через В, а длину пилы — через L, то верхняя ширина ее В' будет:
В' = В + L.tgφ = В + L.δ/h
Рассматривая профиль прореза, полученного нисходящим движением пилы, мы видим, что он состоит из треугольных выступов d, d, d (фиг. 9) под линией зубьев. Если предположим, что питание начинается в тот момент, когда пила станет подниматься вверх, это движение зубьев пилы относительно дерева будет слагаться из вертикального перемещения h и горизонтального δ, взятого в направлении, противоположном действительному перемещению дерева. Из чертежа видно, что это составное движение дерева будет совпадать с направлением аb линии зубьев; но при таком движении зубья встретят на пути своем выступы профиля d, d, d и, следовательно, срежут их своей задней гранью. Такое резание тупой стороной зуба невыгодно. Для устранения такого неудобства нужно только замедлить начало питания на время поднятия пилы на расстояние сk, равное расстоянию между зубьями, чтобы таким образом получить на это время одно только движение зуба — вертикальное. Такое замедление питания может быть достигнуто различными путями. Некоторые строители полагают, что достаточное замедление питания должно явиться само собой, вследствие податливости рычагов и шарниров питательного механизма, а также от того, что собачка этого механизма, прежде чем повернуть храповое колесо, скользит некоторое время по его зубу. Но такое замедление неправильно, и на него нельзя рассчитывать. Более правильное замедление может быть получено через такую постановку эксцентрика, приводящего в движение собачку питательного механизма, чтобы движение собачки m и храпового колеса направо начиналось не при нижнем положении кривошипа, а после его поворота на угол β (фиг. 10), соответствующий поднятию рамы на высоту сk.
Фиг. 10.
Но при таком устройстве по самому свойству эксцентрика будет замедляться также и прекращение питания, т. е. оно будет продолжаться при опускании рамы на расстояние сk, когда уже началось резание, от чего получится боковое давление на пилы (по направлению хода кряжа). В 1859 году английский строитель Worssam патентовал изобретенный им питательный механизм (фиг. 11), который он назвал бесшумным (noiseless), вследствие того, что движение его совершается плавно, без шума и без ударов, и который обладает, между прочим, свойством замедлять питание. В своем механизме Worssam заменил зубья храпового колеса обыкновенного питательного механизма клинчатым желобом на его ободе, а собачку — сектором, которого круговое ребро эксцентрично с осью его привеса. Секторов, подобно собачке, два. В этом механизме замедление происходит само собой, вследствие того, что сектор начинает действовать не тотчас по отклонении рычага, а сначала скользит, пока не завязнет достаточно в желобе колеса. Получаемое при этом замедление более или менее постоянно для каждого качания рычага, т. е. для каждого хода пильной рамы, тогда как прекращение действия сектора мгновенно, что легко усматривается из самого механизма. Описанный способ питания имеет только одно неудобство, именно то, что при нем нельзя изменять степени питания δ, не изменяя h или φ, тогда как δ, зависящее от породы дерева, с переменой последней должно также изменяться. Из чертежа (фиг. 8) видно, что если δ сделать больше величины а’b, т. е. глубины прореза, то в конце восходящего движения рамы пилы будут тормозиться надвиганием кряжа и должны резать тупыми углами зубьев, тогда как при δ меньшем а’b часть нижних зубьев пил не будет совершать соответственной работы при опускании пилы. Изменение h или φ для данных пил в лесопилках обыкновенных конструкций невозможно, так что с изменением b приходится сменять самые пилы, заменяя их другими, с иным углом наклона. Нужно однако заметить, что такая смена пил случается не часто на лесопильных заводах ввиду того, что для каждой лесопилки назначается в распилку дерево более или менее определенной породы, для которой величина питания δ постоянна. При втором и третьем способе питания кряж нажимает на пилу во время движения, и потому подобные способы неудобны. Из всех способов питания первый способ считается более совершенным и потому чаще других употребляется, особенно если питание производится аппаратом Worssam’а.
Фиг.11.
Отношение δ/h, а следовательно, и угол φ определяют толщину стружки и зависят не только от породы дерева, как было замечено выше, но также и от требуемой чистоты распила. Английские строители Worssam, Ransome, Robinson и др. принимают для δ/h следующие числовые величины, найденные из опыта: для твердых пород (дуб, бук, орех, вяз, яблоня) δ/h = 0,005; для средних пород (сосна, ель, пихта, береза, ясень) δ/h = 0,01; для мягких пород (липа, осина, ива, ольха, малосмольная ель) δ/h = 0,012.
Если обращают внимание на чистоту пилки, то обыкновенно для δ/h берут около 4/5 от показанных выше чисел.
Чистота распилки зависит также и от хода пилы h. Чем больше h, тем распил получится чище. Большой ход пил встречается в лесопилках германских, в Англии же h стараются уменьшить, обращая внимание на размеры и устойчивость лесопилки. Вообще h должно быть около D, т. е. диаметра кряжа. Рюльман рекомендует брать для h величины от 1,75 D до 2 D. Worssam же, принимая D за наибольший диаметр кряжа, распиливаемого на лесопилке, дает следующее соотношение между D и h:
при
D = 12''—18''—24''—30''—36''
h = 13''—16''—19''—22''—25''
Таким образом, для самых толстых кряжей величина h становится уже неблагоприятной для чистоты распила.
6) Скорость движения рамы. Чем скорость рамы больше, тем производительнее будет работа лесопилки. Обыкновенно за среднюю скорость пилы берут от 8 до 10 футов в секунду, по Worssam’у 8,5 фут. Конкельвиц дает для выражения скорости эмпирическую формулу, по которой скорость получается от 9' до 10' в секунду. Если будет выбрано отношение h/D, причем D дано, а также известны v - скорость движения рамы, и δ/h, т. е. степень питания, то нетрудно определить количество распила, выраженного длиной распила в минуту; если n число колебаний рамы в минуту, то
V = 2hn/60, откуда n = 30v/h
Обозначая же распил в минуту через δn получим:
δn = n.δ = (30v/h)δ = 30v(δ/h)
с) Движущая сила лесопилки. Измерения над движущей силой лесопилок были произведены, главным образом, Шнейдером, Вейсом, Гартигом. Конкековиц воспользовался результатами первых этих исследователей и заключил их в эмпирическую формулу. Он разделил работу движущейся лесопилки на 2 части: N = N1+N2, где N1 — работа, потребная для движения холостой рамы, N2 — полезная работа. По его эмпирической формуле:
N2 = 2,7(1 + 4hs/δ)F,
где h означает ход рамы в mt, s — толщину пилы в mm, δ — величину питания в mm при 1 ходе пилы, F — площадь распила в минуту в mt2, 2,7 — коэффициент, пригодный для сосны и ели, лежавших на воздухе; для сухого дерева этот коэффициент = 3, а для сырого = 2,6. Число пил для каждой лесопилки зависит, очевидно, от толщины досок. Обыкновенно принимают:
При D=10'' - толщина доски 1'';
10-15'' — 1 ½ ''
15-18'' — 2''
18-24'' — 3''
Что касается до величины N1, то для лесопилок с тележками и питающими валиками N1=2—3 силам, смотря по величине и, частью, конструкции; для лесопилок с платформой N1 = 2,5—4 HP. Worssam для своих лесопилок с подвижными тележками и питающими валиками полагает:
При D = 12''; N1 = 8—9
D = 18''; N1 = 12—13,5
D = 24''; N1 = 16—18
где D — наибольший диаметр распиливаемого кряжа.
Фиг. 12.
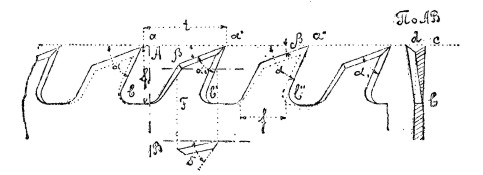
d) Пилы лесопилок. Пилы приготовляются из тонкой пластинной стали, средняя толщина около 2 мм; зубья их получаются выдавливанием посредством пресса, после чего пилу закаливают и отпускают до синего или фиолетового цвета. Профиль зубьев пил вообще бывает разнообразен. Предлагаемый чертеж (фиг. 12) представляет наиболее употребляемый тип зубьев с прямолинейным очертанием. Ребра ab, а'b' . . . . cd суть режущие ребра зубьев пилы; для каждых двух соседних зубьев они получают запил в обратные стороны. Углы резания α и δ, смотря по породе дерева, получают различную величину; но они никогда не достигают величины режущего угла столярных инструментов (45°), чтобы избежать образования засоряющей стружки. Величина их изменяется в пределах от 90° (для твердых пород) до 60° (для мягких). Режущее ребро cd действует в передней плоскости прореза nр (фиг. 13), перерывая волокна дерева поперек; ребра же ab, а'b' режут в направлении on, mр, отделяя одно волокно от другого. Угол β = α—α1 (фиг. 12) берется в пределах от 22° (твердые породы) до 30° (мягкие).
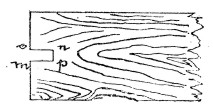
Фиг. 13.
Расстояние t определяется размерами зуба и величиной промежутка f-t, назначаемого для временного помещения опилок, пока соответствующий зуб находится в распиливаемом кряже. Так как мягкие и сырые породы дерева дают опилок сравнительно больше, чем твердые и сухие, то в зависимости от этого для t и h (шага и высоты зубца) принимают величины большие, а именно:
Твердые породы и сухое дерево:
t = 5”/8 – 3”/4; h = 1”/2 – 3”/4
Мягкие породы и сырое дерево:
t = 3”/4 – 1”; h = 5”/8 – 3”/4
Для того, чтобы уменьшить трение пил при движении их в прорезе дерева и получить возможно полное удаление опилок из прореза, зубья у пил разводят, т. е. выводят из плоскости пилы в ту и другую сторону через один зуб.
Фиг. 14.
На прилагаемом чертеже (фиг. 14А) представлено сечение разведенной пилы плоскостью, перпендикулярной к длине ее. Ширина прореза в этом случае, очевидно, зависит от степени развода зубьев, т. е. от величины ab. Наибольшая величина развода должна быть такова, чтобы по ширине прореза не оставалось не срезанных волокон в m, как представлено на чертеже. Очевидно, для этого нужно, чтобы точки с и d сливались между собой, или чтобы кривые ас, bd, сn и kd пересекались в одной точке; из чертежа (фиг. 14В) видно, что наибольшая величина развода k будет немного более 2s, где s — толщина пилы. Заметим, что чем больше развод зубьев, тем прорез шире, сопротивление резанию больше, и больше тратится материала в виде опилок; поэтому наибольшая величина развода может быть принята только для дерева мягких пород, в случае же распилки твердых, а тем более дорогих пород, величина развода должна быть взята меньше, тем более, что твердое дерево дает меньше опилок. Для разведения зубьев пил употребляются весьма простые инструменты, представленные на прилагаемом рисунке (фиг. 15) и называемые разводками. Первая из них может служить для пил различной толщины, а вторая только для пил двух толщин. Разводки делаются обыкновенно стальными.
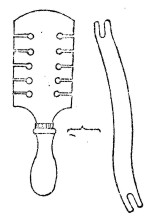
Фиг. 15.
В Америке вместо развода часто концы зубьев у пил расчеканивают в холодном состоянии (фиг. 16).
Фиг. 16.
е) Лесопильные рамы и способы закрепления в них пил. Обыкновенно лесопильная рама делается железная или стальная. Рама состоит из двух продольных брусьев, движущихся в салазках и соединенных двумя поперечинами. Верхняя поперечина в свою очередь составлена из двух пластин, между которыми закрепляется верхняя часть пилы. Закрепление пил в раме должно быть очень прочно и вместе с тем просто для того, чтобы можно было легко вынимать каждую пилу отдельно для наточки, или в случае слома зубьев. Пилы снабжаются с обоих концов железными крюками а и b (фиг. 17). Впадина верхнего крюка ограничивается заострением.
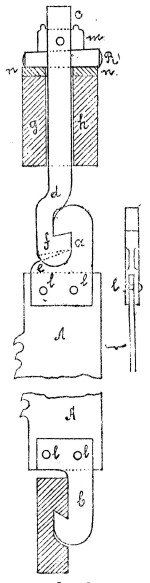
Фиг. 17.
Нижний крюк захватывается соответственным углублением в нижней поперечине рамы, а верхний сцепляется с подвеской cd, имеющей посредине прорез f, в который входит более тонкая средняя часть е крюка а. Такое приспособление удерживает крюк в плоскости подвески. Сама подвеска проходит между двумя пластинами g и h верхней поперечины и закрепляется к ней чекой R. Если поперечина железная, то стальными пластинками n для того, чтобы поперечина не сминалась при заколачивании чеки. Чека опирается на причеку m, скрепленную с подвеской болтом. Подколачивая чеку молотком, производят натяжение пил. Это натяжение нередко достигает громадной величины, а именно 20—30 kg/mm2, что для стальной закаленной полосы близко к предельному сопротивлению. Вследствие этого чеку надо подколачивать с осторожностью, чтобы не разорвать пилу, что иногда бывает с неопытными рабочими. Достаточность натяжения узнается по звуку, происходящему при постукивании молотком. Заметим, что при таком способе закрепления пил надо принимать меры, чтобы расстояние между ними оставалось постоянно одно и то же. Для этого между пилами вверху и внизу около закреплений помещают деревянные прокладки а,а... b,b.. (фиг. 18).
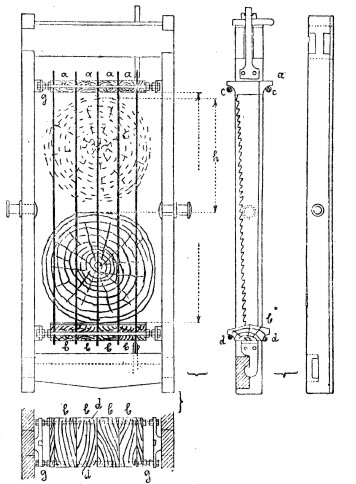
Фиг. 18.
Нижние прокладки имеют скосы для более удобного отвода образующихся опилок; как верхние, так и нижние прокладки имеют закраины, которыми они лежат на болтах с и d. Болты эти соединяют вертикальные поперечины и снабжены резьбой, по которой двигаются гайки g и g, служащие для того, чтобы зажимать пилы между прокладками. Кроме этого способа закрепления пил, еще существует очень много.
Точение пил. В большинстве точение пил производят ручным способом, хотя иногда употребляют и механические способы.
Для точения пил ручным способом употребляют обыкновенные личные подпилки, чаще девятидюймовые. Для пил с простыми зубьями употребляются плоские, а для пил с горловыми зубьями употребляются полукруглые или круглые. Пила завертывается при точении в особые тиски, которые могут вращаться около горизонтальной оси и вследствие этого принимают наклонное положение. Губы у тисок делаются примерно такой длины, какова пила, а так как в некоторых случаях длина пил доходит до 6 футов и более, то тиски свинчиваются несколькими винтами. При точении механическим способом зубья точатся наждачным кругом, получающим быстрое вращательное движение (фиг. 19). В этом случае пилу завертывают в тиски А, помещенные на суппорте В. Суппорт этот укреплен к стойке. К этой же стойке прикреплена подставка К, поддерживающая рычаг CD, на конце которого вращается наждачный круг N, приводимый во вращение ременным приводом от вала F. Доска аb суппорта имеет внизу зубчатую рейку, которой она сцепляется с шестерней с, сидящей на оси dc. Вращая ось dc, мы даем поступательное движение доске суппорта, а, следовательно, пиле. Для того, чтобы можно было плоскость пилы ставить под известным углом к плоскости наждачного круга, весь суппорт может вращаться около вертикальной оси. Для натачивания откосов зубьев наждачный кружок может быть выведен из вертикальной плоскости и поставлен к ней под произвольным углом вращением на шарнире k рычага CD около горизонтальной оси m. На рычаге CD вместе с наждачным кругом укреплен блок g, которому передается движение от вала F, через ролики h и i круглым ремнем (плоский может соскакивать при наклонном положении наждачного круга). Рычаг CD имеет на конце противовес D, который, отклоняя рычаг к вертикальному положению, ослабляет ремень и останавливает передачу, когда точение прекращается. Во время же точения отклонение ручки С вниз вызывает натяжение ремня, достаточное для действия передачи. Такой аппарат очень полезен для больших лесопильных заводов, где затрачивается много работы на точку пил.
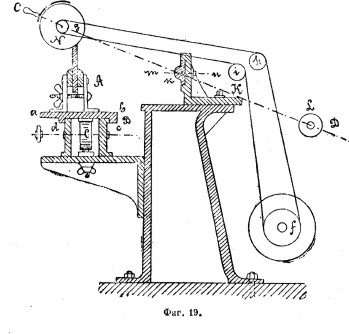
Фиг. 19.
Лесопильные заводы. Рассмотрим теперь, как должны быть приспособлены помещения для лесопилок, и опишем в кратких чертах лесопильный завод (фиг. 20).
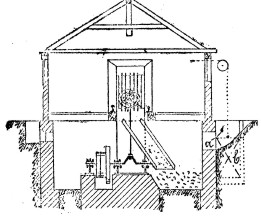
Фиг. 20.
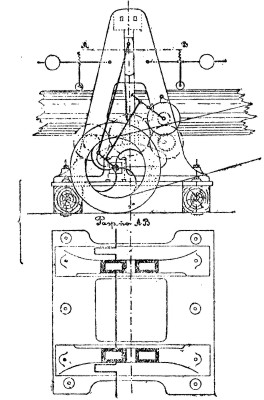
Вертикальные лесопилки обыкновенно помещаются в двухэтажном здании, причем пилений этаж делается ниже уровня поверхности земли, так что пол второго этажа, на котором помещаются рельсы платформы и тележек, находится наравне с землей. Станина лесопилки становится на прочном каменном фундаменте, заложенном ниже пола первого этажа; следовательно, высота первого, или подвального, этажа равняется расстоянию платформы лесопилки от ее основания или несколько больше. Ясно, что при такой установке лесопилки не надо будет тратить лишней механической силы для поднятия кряжей на платформу. Нижний этаж лесопильного здания делается всегда каменный. Верхний этаж представляет сарай, каменный или деревянный, а в некоторых случаях (в умеренном климате) просто навес, под которым ставятся лесопилки. Двигатель обыкновенно помещается в пристройке, откуда движение передается приводному валу, помещаемому в нижнем этаже. Опилки отводятся в нижний этаж помощью желоба, так чтобы они не падали на подвижные части лесопилки. По мере накопления опилки или выбрасываются лопатами в отверстие а, или же поднимаются подъемной машиной b. Против лесопильной машины всегда с той и другой стороны находятся ворота, через которые ввозят кряжи и вывозят выпиленные балки и доски. Обыкновенно кряжи помещают на дворе и привозят к лесопилкам на тележках, двигающихся по рельсам. Нагружаются кряжи помощью какого-либо подъемного механизма. Если завод устроен на берегу сплавной реки, по которой лес пригоняется к заводу, то при заводе делают завод или пруд, сообщающийся с рекой, куда сначала сгоняются плоты леса и откуда деревья втаскиваются в завод по наклонной плоскости. В общих чертах устройство лесопильного завода, стоящего на берегу сплавной реки, помещено на фиг. 21.
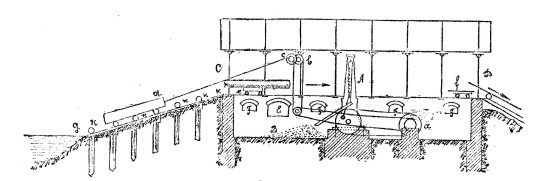
Фиг. 21.
Здесь А — лесопилка, а — приводной вал, С и D — ворота, В — опилки, Е — окно для их выбрасывания, F — окна для света и проветривания; b — ворот (приводимый в движение от приводного вала), который помощью цепи cd поднимает кряжи по наклонной плоскости gk. Для того, чтобы было легче их втаскивать, устроены катки k, k. Когда кряж цепью втащен до ворот С, то его взваливают на тележку е лесопилки. Распиленный кряж принимается на тележку f и на ней вывозится к воротам D, откуда распиленные доски скатывают на двор и кладут для просушки в клетки. Распил на доски у нас преимущественно производится из кряжей, причем получаются два горбыля и доски более или менее нечистые с округленными ребрами и притом не одинаковой ширины по длине доски и между собой. Затем при употреблении в дело доски по краям обтесывают или же опиливают круглой пилой (фиг. 22,а).
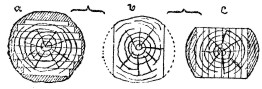
Фиг. 22.
Очевидно, при этом тратится материал и работа; но так как чистые доски не всегда требуются, то такой прием распила у нас очень употребителен. Для получения чистых досок в раму вставляют две пилы и выпиливают брус (фиг. 22, b и с), отделяя два горбыля, затем брус пилится на доски, причем его кладут плоскими сторонами горизонтально. При такой распилке получаются четыре горбыля и все доски чистыми и одинаковой ширины.
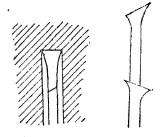
Фиг. 23.
Типы лесопилок. Рассмотренные лесопилки называются: 1) постоянными. Кроме постоянных лесопилок, есть еще так называемые 2) переносные лесопилки. Это те же лесопилки с тележками, но более легкого устройства; подвижные их части помещены наверху. Для установки переносной лесопилки не требуется двухэтажного здания и особого фундамента. Они могут быть установлены на простых половых балках или же на фундаменте, выведенном в уровень с полом, на который положены рельсы, так что в первом случае их легко можно переносить с одного места завода на другое, и поэтому они называются переносными, хотя и работают более или менее постоянно. В своем устройстве они представляют ту особенность, что вал у них находится не под рамой, а несколько сбоку (фиг. 23) или даже вверху станины, для того, чтобы рама могла опускаться ниже пола. Эти лесопилки делаются для кряжей от 1 ½ до 2 футов в диаметре, не более, и назначаются для временных лесопильных заводов, для больших столярных заведений или для вагонных мастерских, где их можно ставить в одном помещении с другими машинами. Наконец, существуют еще 3) перевозные лесопилки; у нас они могут употребляться там, где находят выгодным большие кряжи разделывать на доски на месте. Это бывает в тех случаях, когда лес нельзя сплавлять к местам его потребления, провоз же по железным дорогам недоступен по высокой цене, тогда как провоз досок, как более ценного материала, оказывается еще возможным. Устраивать в таком случае постоянный завод для того только, чтобы разрабатывать местный лес, было бы нерасчетливо. В этих случаях перевозная лесопилка может, иметь выгодное приложение. Перевозная лесопилка представляет тип легкой переносной лесопилки, установленной на деревянной раме, которая расположена на двух осях, снабженных колесами. Для работы лесопилку снимают с осей и ставят в горизонтальном положении на брусьях. Можно даже лесопилку не снимать с осей, но в таком случае надо сделать помост в уровень с рамой лесопилки и проложить на нем рельсы для передвижения тележек с кряжами.
4. Горизонтальные лесопилки. Опираясь на законы относительно прочности дерева и преследуя экономические выгоды, во многих случаях заводчики находят более рациональным твердые и особенно ценные породы деревьев, каковы: дуб, орех, красное дерево и проч., распиливать на доски более тонкие; очень часто один и тот же кряж распиливается на доски неодинаковой толщины. Понятно, что при таких условиях распиливание одного бруса несколькими пилами, как вследствие необходимости значительной затраты сил на один лесопильный станок, так и вследствие трудности установки пил в раме на различных друг от друга расстояниях, было бы по меньшей мере неудобно; поэтому весьма естественно, что многие заводчики обратились к устройству лесопильных станков с одной пилой. Но так как достижение наибольшей производительности лесопилки с одним режущим орудием требует увеличения скорости движения этого последнего, и так как, с другой стороны, необходимое при большой скорости условие возможно полного уравновешивания подвижных частей и наибольшей устойчивости станка всего легче удовлетворяется при горизонтальных перемещениях рамы, то станкам этим пришлось придать новый тип, вошедший в употребление под именем горизонтальных лесопилок. Горизонтальная лесопилка снабжается обыкновенно пилой с зубьями, режущими в обе стороны, для которых, следовательно, сопротивление резанию будет наиболее равномерным.
Горизонтальные лесопилки имеют главное применение при получении фанер.
Фиг. 24. Фиг. 25.
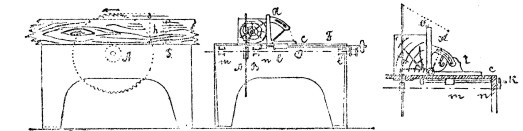
Лесопилки с круглыми пилами. 1. Круглая пила. Круглая пила по устройству своему представляет стальной диск с зубьями по его окружности, насаженный на горизонтальной оси и получающий быстрое вращение вместе с осью в вертикальной плоскости. Пила приготовляется из тонкой листовой стали от самых мелких номеров, для мелких работ, до 3 мм или 4 мм толщины. На предложенном чертеже (фиг. 24) О представляет горизонтальную ось, на которой насажена круглая пила. Эта ось помещается на 2 или 3 опорах, из которых одна n помещается как можно ближе к пиле, другая I — на конце оси. Если есть третья опора m, то она помещается по другую сторону пилы; но часто третьей опоры не делают. В верхней доске стола сделан прорез для прохода пилы (на чертеже предъявлен чугунный стол). Распиливаемое дерево помещается на столе и подвигается, по мере распиливания, руками или особым механизмом. В первом случае для направления движения дерева к столу привертывается угольник abc (фиг. 25), к которому рабочий прижимает дерево, подвигая его в то же время вперед. Сторона аb угольника сделана на шарнире, так что может вращаться около оси и закрепляться в каком угодно положении помощью винта t, зажимающего дугу с прорезом, приделанную к стороне аb. Наклонивши сторону аb, можно опиливать бруски под произвольным углом. Угольник опирается нижней стороной на стол и прикрепляется к нему таким образом, что может передвигаться по поверхности стола параллельно оси пилы, так что расстояние между пилой и угольником может изменяться и устанавливаться по размерам опиливаемых кусков. С этой целью в столе сделан прорез, в котором помещается отросток m угольника с гайкой для винта k. Вращением винта угольник приближается к пиле или удаляется от нее. Кроме угольника, к столу укрепляется клин, находящийся сзади пилы и расширяющий образованный ею прорез. Без этого предохранительного приспособления распиливаемый предмет мог бы задеть за зубья пилы в том месте, где они поднимаются, и быть ими подброшен от стола; это представляло бы опасность, для рабочего. К описанному клину часто укрепляется предохранительный футляр для пилы (фиг. 26).
Фиг. 26.
Скорость резания пилы зависит от рода работы; средняя величина ее бывает около 45 mt/sec; иногда скорость доходит до 65 mt/sec. Круглые пилы употребляются преимущественно для поперечного распила; они могут служить также и для продольного опиливания брусьев, но невыгодны, для распила на доски. Их главное употребление — для столярных работ и для некоторых работ специальных, например, для опиливания шпал и неровных краев у досок, получаемых распилом из кряжей и др. Отточка (напилка) зубьев производится или ручным способом посредством подпилка, или наждачным кругом на станке, подобным описанному раньше.
Вставные зубья. В Америке для круглых пил часто употребляются вставные зубья. Цель их употребления — та, чтобы в случае полома одного зуба не менять всю пилу, и приготовить зубья из стали лучшего качества, чем самая пластина пилы. Толщина круглой пилы зависит от ее диаметра и вообще должна быть довольно значительна для того, чтобы пила не прогибалась и не дрожала во время работы, так что в пилах диаметра 4'—5' толщина доходит до 4 мм и даже до 5 мм. При этом, конечно, продольный распил на доски круглой пилой не может быть выгоден как со стороны затраты движущей силы при широком прорезе, так и со стороны потери материала в виде опилок, если делать сравнение круглой пилы с вертикальными лесопилками, в которых толщина пил не превышает 2 ½ мм. Например, при распиле на доски толщиной в 20 мм потеря материала при употреблении круглой пилы будет 4/20 = 1/5, или 20%, тогда как для прямой пилы в 2 мм толщиной – только 10%. Это обстоятельство, вместе о затруднением приготовлять круглые пилы большого диаметра, до последнего времени препятствовало их применению в больших размерах для распилки на доски. В настоящее время в Англии и Америке приготовляют пилы до 6' и даже до 7' в диаметре при толщине в 4 мм. Там, где лес дешев, где, следовательно, потерей дерева в виде опилок можно не дорожить, там эти пилы могут иметь полезное применение, особенно при выпиливании толстых досок, брусьев, шпал и т. п. Выгода от употребления круглых пил сравнительно с прямыми состоит: во-первых, в простоте устройства станины, во-вторых, в значительной скорости, которую можно им сообщать; она может быть доведена до 160' в seс, т. е. в 20 раз больше скорости пилы вертикальной лесопилки. Следовательно, по отношению производительности одна круглая пила = 40 вертикальным пилам, предполагая, что вертикальные пилы режут только в одну сторону, если только не принимать в расчет времени для перестановки кряжа после каждого прореза круглой пилой, иначе ее сравнительная производительность будет меньше.
Фиг. 27.
2. Станки с круглыми пилами для продольного распила. Они отличаются от станков для поперечного распила главным образом тем, что снабжены питательным механизмом, т. е. питание совершается автоматически.
Фиг. 28.
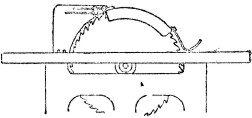
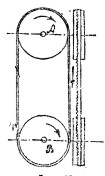
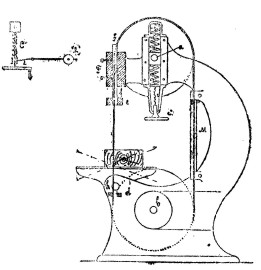
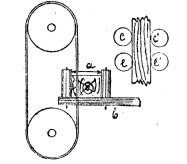
3. Лесопилки с ленточной пилой. Ленточная пила представляет бесконечную ленту с выпиленными зубьями, перекинутую через два шкива А и В (фиг. 27). Вращением одного из шкивов ленте сообщается непрерывное движение со скоростью от 16 м до 20 и более м в sec., или от 50' до 70/,т. е. от 1/3 до 1/2 скорости на окружности круглой пилы. Второй шкив увлекается во вращение трением ленты об его поверхность; его ось имеет подвижные опоры, перемещением которых достигается должное натяжение ленты. Еще в начале прошлого столетия (1808 г.) Newberry взял патент на устройство станка с бесконечной ленточной пилой; но его станок не получил практического применения, потому что в то время еще не умели достаточно хорошо приготовлять ленточные пилы и шкивы делали слишком малыми, так что лента получала большой изгиб по шкиву и, вследствие этого, скоро теряла свою упругость. Только со времени Лондонской выставки 1862 года, когда француз Perin представил превосходные образцы ленточных пил и ленточный станок своего устройства, эти станки начали входить в общее употребление. Чтобы пила не получала большого изгиба, шкивы делаются не менее 2,5' в диаметре; вообще же диаметр их увеличивается вместе с шириной и толщиной пилы и для самых широких пил достигает 7'. Употребительно соотношение: диаметр шкива в 1000 раз более толщины пильной ленты. При этом напряжение в последней только от изгиба достигает 25 kg/mm2; кроме него, существует напряжение растяжения (до 20 kg/mm2). Эти цифры показывают, что даже для пил из лучшего материала нельзя уменьшать диаметров шкивов ниже указанной нормы. Шкив гладко обтачивается и покрывается с поверхности кожей для увеличения трения ленты по шкиву и для придания большей эластичности этой передаче. Сравнивая ленточную пилу с пилой, получающей периодическое возвратное движение, можно придти к заключению, что первая, вследствие непрерывности ее движения, выгоднее второй в отношении равномерности хода и, частью, в отношении затраты движущей силы. Большая скорость ленточной пилы возвышает также и ее относительную производительность; но при оценке последней должно принять во внимание еще число пил, так как ленточные станки делаются обыкновенно с одной пилой, а лесопилки со многими. При сравнении с круглой пилой ленточная пила оказывается менее производительна, так как скорость ее меньше скорости круглой пилы. Ленточная пила однако выгоднее круглой в смысле экономии материала, ибо ее толщина может быть сделана значительно меньше толщины круглой пилы (от 0,75 до 2,5 мм), а потому ленточная пила может быть употребляема с особенной выгодой в том случае, когда требуется распиливать дерево на тонкие доски, для выпиливания фанерок и т. п. Ленточные пилы могут служить как для продольного распила, гак и для поперечного; при небольшой их ширине, они могут употребляться для выпиливания весьма разнообразных узорных работ и поэтому имеют большое применение в столярном деле. Рассмотрим устройство столярной ленточной пилы (фиг. 28). На оси а и b насаживаются шкивы, обтянутые с поверхности кожей; оба они обхватываются бесконечной стальной ленточной пилой. Ось нижнего шкива b имеет неподвижные опоры и приводится во вращение. Ось верхнего шкива а имеет опоры, которые могут скользить между вертикальными направляющими и получают постоянное нажатие кверху действием пружины спиральной или рессорной. Напряжение пружины регулируется посредством винта с с маховиком с', посредством которого можно более или менее сжать пружину и, таким образом, произвести желаемое нажатие ленты. Такой натяжной механизм принадлежит Ransom’у. Другие строители употребляют для этого груз n', насаженный на рычаг так, что плечо груза можно менять, изменяя, следовательно, натяжение ленты. Между концом рычага и опорами оси в этом случае также вводится пружина, назначение которой смягчать удар, являющийся при работе. Винт с служит для приведения рычага в горизонтальное положение. Опоры нижней оси и направляющие бруски для верхней оси связываются между собой цепью и станиной. Стол, на котором помещается распиливаемое дерево, устроен на шарнире h и может получать наклонные положения для опиливания косых плоскостей. Под столом и несколько выше над столом имеются деревянные или баббитовые схватки d и e, которые служат для направления пильной ленты и во время работы смазываются маслом. Нижние схватки d соединяются со станиной, так что положение их неизменно; верхние же прикреплены к стержню ff, который проходит сквозь вертикальную втулку F в верхней части станка; они могут перемещаться вместе со стержнем ff вертикально и устанавливаются по толщине распиливаемого дерева. Со стороны противоположной столу лента обхватывается металлической трубкой М, служащей предохранителем для рабочего. Так как скорость вращения оси b близка к скорости вращения круглой пилы, то станки ленточной пильной машины часто заключают в себе и круглую пилу, насаженную на ту же ось. При устройстве ленточных пил, приводимых в движение рукой, обыкновенно употребляются 3 шкива для того, чтобы рукоять можно было поместить на удобной для рабочего высоте. Ось, приводимая в движение рукоятью, снабжается небольшим маховиком, который должен уравнивать меняющиеся сопротивления распила. Приложение этих пил имеет место в столярных мастерских, где не пользуются иным движением, кроме ручного. Толщина ленточных пил в столярных и модельных вообще меняется от 0,75 мм до 1 мм, ширина их — от 10 мм до 40 мм. Для приведения в движение таких ленточных пил считают достаточным 1—1,25 сил. Тонкая и узкая ленточная пила может быть употребляема для выпиливания узоров, и чем она тоньше и уже, тем большую кривизну можно сообщить прорезу. Но такими пилами, очевидно, можно выпиливать только наружные узоры, для выпиливания же внутренних узоров необходимо было бы сделать прорез снаружи для введения пилы в узор, что, разумеется, портило бы работу. В этих случаях употребляют прямую вертикальную пилу, тонкую и узкую, получающую возвратное движение. Такая пила укрепляется своими концами к подвижным частям станка и, когда нужно вырезать внутренний узор, расчленяется на одном конце; этот конец вводится в высверленное в доске отверстие, от которого должен начинаться узор, и опять сочленяется с соответствующей частью. В последнее время ленточные пилы стали применяться для продольного распила крупных брусьев на тонкие доски. В Англии такие пилы Ransome строит для распила на доски брусьев до 18” толщины; в Америке делают их для распила брусьев произвольной толщины. Брус в этом случае помещается на ряд горизонтальных валиков (фиг. 29) и получает поступательное движение действием 4-х вертикальных вращающихся валиков с, е и с', е', между которыми брус зажимается. Пара валиков, находящихся по одну сторону бруса, имеет опоры, скользящие в поперечных прорезах, и прижимается к дереву пружинами. Расстояние между первой и второй парами валиков может быть изменяемо по толщине бруса, и обе пары могут перемещаться в поперечном направлении в обе стороны, давая, таким образом, возможность установить дерево относительно пилы. Распиливание производится в несколько приемов: после 1-го прореза брус передвигают назад руками по горизонтальным валикам; установив его соответствующим перемещением валиков, делают 2-й прорез, затем 3-й и т. д. Пилы, употребляемые для такого распила, бывают толщиной от 0,75 мм до 2 мм; ширина же их доходит до 4’; соответствующий этим размерам диаметр шкивов считают от 3 ½ до 4'; такими пилами можно распиливать доски толщиной от 3 мм (1/3”), причем потеря в материале будет около 0,75/3 = 0,25, или 25%. Питание в таких пилах автоматическое и меняется сообразно с породой дерева от 3 м до 6 м (10'—20') в минуту. В Америке эти пилы строятся еще более крупных размеров и в последнее время вытесняют собой круглые пилы, которые прежде, ввиду дешевизны леса, были в Америке в большом распространении.
Фиг. 29.
Л. Гавриленко.
| Номер тома | 27 |
| Номер (-а) страницы | 485 |