Электротехника. XVI. Электрический привод деревообрабатывающих машин
Электротехника. XVI. Электрический привод деревообрабатывающих машин, которые в большинстве являются быстроходными (кроме лесопильных рам, плоских пил, машин для валки деревьев, долбежных и некоторых других), разрешает ряд трудностей, возникающих при всяком другом способе привода. Всякая другая передача, кроме непосредственной, для такого большого числа оборотов, как 3 000 - 9 000 об. в мин., становится недостаточно надежной и с точки зрения эксплуатации, и с точки зрения техники безопасности. Отсюда вытекает стремление современных конструкторов срастить мотор со станком в одно органическое целое. В этом случае для деревообделочных производств возникает необходимость в добавлении к обычному трехфазному току от районных станций с числом периодов 50 в сек. установить преобразователи частоты в виде асинхронных генераторов, способных повысить число периодов до 100 пер. в сек. и выше. При 100 пер. в сек. 2-полюсный асинхронный мотор вместо предельных 3 000 об./мин. разовьет 6 000 об./мин. согласно формуле n=60f/p, где f — число периодов/сек. и р — число пар полюсов. В этом случае скорости резания дерева строгальными и фрезерными машинами порядка 40-45 м/сек. легко осуществимы. На рис. 1 показана деталь строгального станка, где на валу станка насажен непосредственно ротор короткозамкнутого мотора. Второй подшипник при этом отпадает, отпадают радиальные усилия в виде одностороннего натяжения ремня на вал, делающий 6 000 об./мин., вся система мотор-машины приобретает компактный вид. С точки зрения экономики асинхронные быстроходные моторы с короткозамкнутым якорем являются наиболее дешевыми.

Рис. 1. Рациональный привод фрезерной машины.
Для возможности получения трех ступеней числа оборотов 3 000, 4,500 и 6 000 об./мин. устанавливается агрегат с двумя преобразователями частоты на 75 и 100 пер./сек. (см. рис. 2). Переход для больших машин к дву- и многомоторному приводу позволяет осуществить значительные упрощения как в самой машине, так и в распределении механической энергии внутри машины. Рис. 3 дает представление о современной строгальной машине с двумя моторами, из которых один служит для подачи обрабатываемого предмета и путем переключения полюсов дает две скорости.
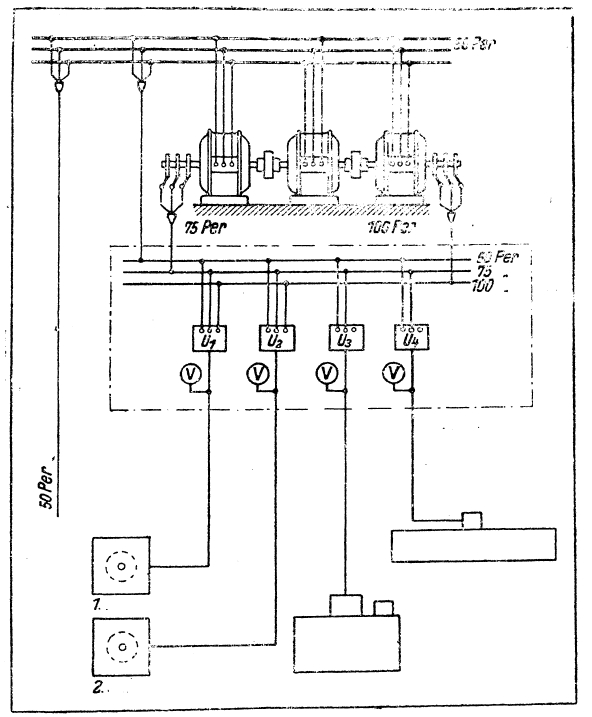
Рис. 2. Схема установки с 55, 70 и 100 периодов в сек.
Мощность фрезерных и строгальных машин можно найти, определив по формуле сопротивление резанию» W=kbh(u/v), где h – толщина стружки, b – ширина строгания в мм, v – скорость строгания в м/сек, u – скорость подачи в м/сек, k = 1-1,5, причем больший предел относится к твердой породе дерева. Мощность определяется из обычной формулы P=Wr/η102 kw, где для деревообделочных станков равно в среднем 0,5-0,8.
К станкам, которые можно встретить на любом производстве по обработке дерева, относятся циркулярные пилы (ср. XXVII, 499’). Новейшие конструкции циркулярных пил л имеют непосредственное соединение с электромотором (см. рис. 4). Станок с циркулярной пилой применяется для пилки бревен на доски, для заготовки реек на оконные и парниковые рамы, для пилки дров и т. д. при распиловке длинных и толстых бревен на доски применяют специально рамные доскорезные станки с ленточными пилами, которые по своей конструкции являются более сложными, дорогими и пригодны главным образом при массовой стандартной заготовке пиломатериала. Т. к. вал таких станков делает 270-300 об./мин., то непосредственное соединение заменяется ременным или цепным.
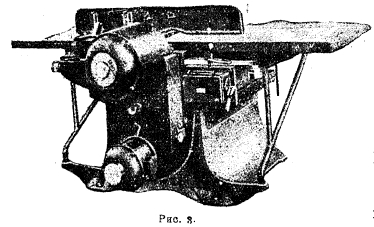
Рис. 3

Рис. 4. Непосредственное соединение циркулярной пилы с мотором.
Мощность рамного станка определяется по разным формулам; она колеблется в значительных пределах (от 25 до 100 л. с.) и зависит от числа пил, их толщины, хода и т. д. По формуле Хартига мощность мотора для рамного доскорезного станка определяется по данным:
N = N0 + N1
где N0 — расход мощности на холостую работу станка, N1 — полезная работа станка, равная

где b — ширина пропила в мм, Н — ход пилы в мм, Δ — подача на ход пилы в мм, F — поверхность разреза в м2 в час.
Полезную работу станка можно определить и по формуле Германа:
![]()
где коэффициент Х принимают для сосны — 1:20, для ели — 1:15, для лиственного леса - 11:150; b — ширина пропила в мм, s — толщина пилы в мм, t — шаг зуба в мм, Н — ход пилы в мм, А — подача на ход пилы в мм, F — площадь пропилов в кв. м в час.
Расход мощности по мере затупления пил увеличивается пропорционально коэффициентам следующей таблицы:
![]()
Из этой таблицы видно, что пилы необходимо точить примерно через 3 — 4 часа, во избежание излишних больших потерь мощности при работе тупыми пилами.
Выбор мощности электромотора для лесопильной рамы зависит от многих величин для одного и того же станка при одном и том же числе оборотов коленчатого вала, например: от толщины лесоматериала, числа пил, толщины их, подачи пиломатериала, степени остроты зубьев пил, шага и т. д. Поэтому мощность мотора может быть выбрана по максимальным величинам, средним и минимальным. По данным Шапиро потребная мощность для лесопильной рамы с просветом 600 мм при числе оборотов вала 275 об/мин. и при ходе пилы 400 мм для холостой работы — 9 — 12 л. с., при резании — 13 — 26 л. с., при резании мерзлого леса — 30 — 35 л. с.
В таблице 1 приведена сводка опытов по определению мощности, потребляемой лесопильными рамами на Симоновском лесопильном заводе (Москва, 1929 г.).
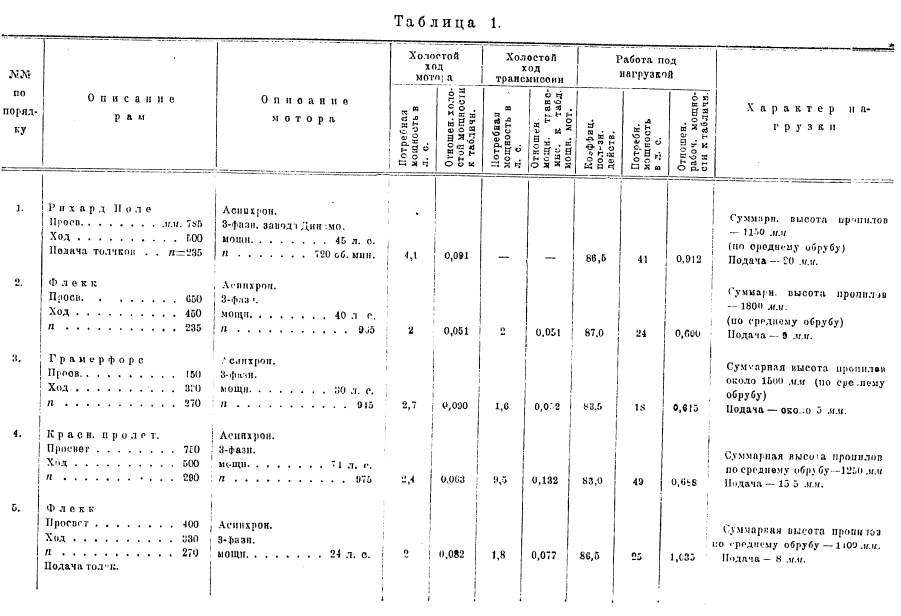
Принимая во внимание, что лесопильные рамы рассчитаны на определенное число оборотов и не допускают больших колебаний (не свыше 2—3%), лучше всего применять в качестве двигателя к лесопильным рамам асинхронные электромоторы 3-фазного тока, где это возможно.
Доскорезиый станок с циркулярной пилой. Этот тип станка при самой разнообразной его конструкции очень часто встречается в совхозах и колхозах и приводится в действие в большинстве случаев от трактора при помощи ременной передачи. Станок можно приводить в действие и при помощи электромотора, последний рационально соединять непосредственно с валом пилы гибкой муфтой.
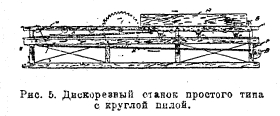
Рис. 5. Дискорезный станок простого типа с круглой пилой.
На рис. 5 показан схематически доскорезный станок с круглой пилой, вал которой соединен непосредственно с электромотором. На этом станке можно пилить кряжи на доски длиной до 3 м при толщине 300—350 мм. Станок этот по своей конструкции можно отнести к типу электрифицированных доскорезных станков. Выполнен он из дерева полукустарным образом, по своей конструкции прост и легко выполним в условиях даже небольших мастерских. Этот станок устроен с полуавтоматической подачей лесоматериала на ход пилы, при помощи лебедочного приспособления, которое на рис. 5 обозначено буквами В и Р. Наматывая на барабан В канат К, соединенный с подвижной кареткой Б, заставляем перемещаться каретку Б с пиломатериалом А по горизонтальной плоскости на ход пилы Е. Такое простое приспособление оказывает хорошее влияние на равномерную подачу лесоматериала, и тем самым поддерживается более или менее равномерная нагрузка для электромотора. Необходимо отметить, что мощность для циркулярной пилы колеблется в значительных пределах и зависит от многих данных, например, от числа оборотов, диаметра пилы, ширины пропила, породы дерева и т. д.
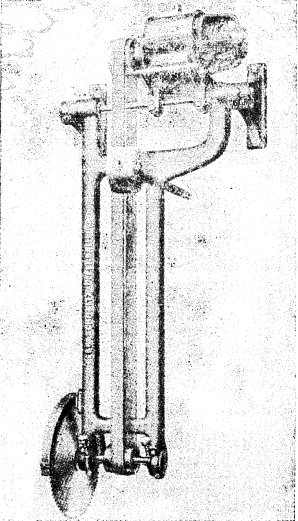
Рис. 6. Маятниковая круглая пила.
По эмпирической формуле Хартига мощность мотора для круглых пил определяется следующим образом:
N = N0 + N1
где N0 — необходимая мощность для холостой работы станка, N1 — полезная мощность, которая определяется следующими данными и равна
![]() , где n – число оборотов пилы в минуту, D – диаметр пилы в м, b – ширина пропила в мм, F – поверхность разреза в час в кв. м, 14 и 28 – цифровые значения, характеризующие твердость (14) и мягкость (28) пород дерева.
, где n – число оборотов пилы в минуту, D – диаметр пилы в м, b – ширина пропила в мм, F – поверхность разреза в час в кв. м, 14 и 28 – цифровые значения, характеризующие твердость (14) и мягкость (28) пород дерева.
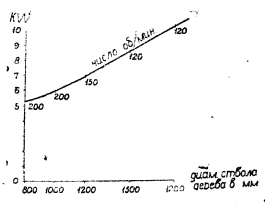
Рис. 7. Мощность, потребная для поперечных пил для валки деревьев.
Рассматривая вышеприведенную формулу, необходимо отметить, что основной, влияющей на мощность, величиной является диаметр пилы, который зависит от распиливаемого материала. Обычно диаметр пилы должен в 3—2,5 раза превышать толщину распиливаемого материала, причем верхний предел относится к малым диаметрам пилы.
На рис. 6 показан станок с качающейся пилой, которая приводится в действие от ременной передачи.
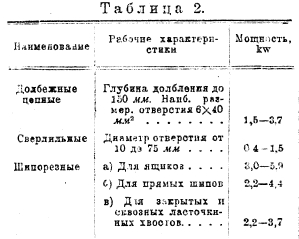
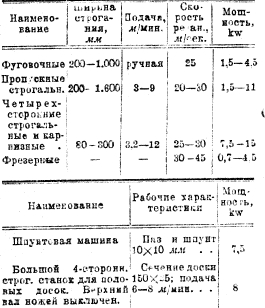
В табл. 2 приведены наиболее характерные станки с потребляемой мощностью.
При работе моторов, приводящих в действие деревообделочные станки, необходимо обратить внимание на то, что одна из важных причин, выводящих из строя, как станки, так и моторы, — это плохой уход, несвоевременная смазка, вызывающая быстрое срабатывание вращающихся деталей, а иногда, и заедание; несвоевременный мелкий ремонт и т. д. Поэтому, предъявляя к станкам требовании получения хорошей и большой производительности необходимо особенно внимательно следить за состоянием подшипников быстроходных моторов и их смазкой, а также за продуванием моторов мехами от пыли и опилок.
Рис. 8
На кривой рис. 7 даются мощности моторов поперечных плоских пил, обладающих поступательно-возвратным движением, получившим широкое применение для валки деревьев в лесу. Рис. 8 дает представление о современной конструкции круглой пилы, где мотор укреплен на станке внизу.
М. Евреинов.
| Номер тома | 53 |
| Номер (-а) страницы | 107 |